 Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.
Itayo ang mas malakas, mas mapagkumpitensyang produkto gamit ang aming halaga.

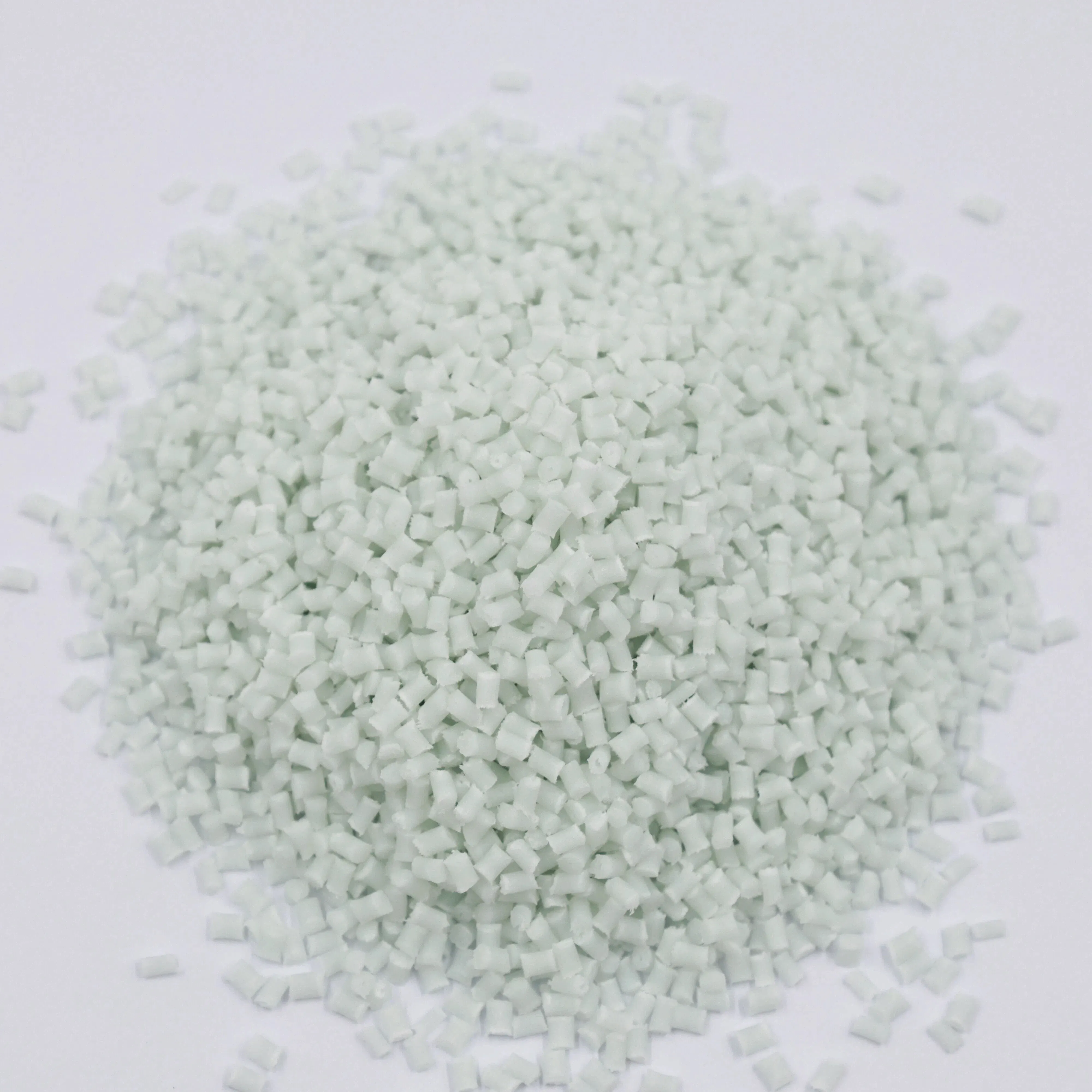
Ang SMC Moulding ay naging isang sikat na proseso sa paggawa ng magaanan ngunit matitibay na composite na bahagi, na may aplikasyon sa mga industriya tulad ng aerospace, transportasyon, materyales sa gusali, at konstruksiyong nakatipid sa enerhiya. Mahusay ang epekto ng prosesong ito sa kahusayan at kalidad ng produkto, ngunit may ilang hamon sa produksyon ang kinakaharap ng proseso ng SMC moulding.
Ang Pagkalason ng Mold ay isang karaniwang isyu na nagpapababa sa kalidad ng mga surface ng produkto. Ang natitirang materyal mula sa nakaraang molding, hindi fully cured na resin, o anumang dumi mula sa labas ay maaaring dumikit sa surface ng mold at maaaring magdulot ng mga depekto sa surface kabilang na rito ang mga peklat o marka sa ibabaw, at hindi pare-pareho o magkakasinturing texture ng surface.
Mahalaga ang regular at masinsinang paglilinis ng kautot. Dapat gamitin ang mga ahente na panglinis na tugma sa materyal na SMC upang ligtas na matanggal ang mga natitirang deposito sa ibabaw ng kautot nang hindi nasisira ito. Ilapat ang dekalidad na konstruksyon ng kautot bilang ahente ng pagpapakawala upang makabuo ng protektibong takip na maaaring gamitin upang saklawan ang kautot at mapadali ang paglilinis. Mas madalas na paglilinis ang maaaring iskedyulhin upang mas maagang matuklasan ang kontaminasyon at maiwasan ang pag-iral ng kabuuang epekto.

Ang mga ugat ay isa pang karaniwang depekto na nakakaapekto sa kabuuang hitsura at istrukturang integridad ng natapos na produkto at malinaw na makikita sa SMC moulding. Karamihan sa mga ugat ay dulot ng kahalumigmigan na naroroon sa mga hilaw na materyales, mahinang paghahalo ng mga compound na SMC, o hangin na natrap sa loob ng kautot. Sa mga kritikal na aplikasyon tulad ng mga bahagi ng eroplano o kagamitan sa proseso ng kemikal, ang mga ugat ay maaaring lubos na bawasan ang lakas at magdulot ng malubhang kabiguan.
Ang solusyon ay nagsisimula sa tamang pangangasiwa ng mga hilaw na materyales. Itago ang mga SMC materials sa isang malinis, tuyo na kapaligiran at mainam na paugnayin muna ang mga materyales upang alisin ang kahalumigmigan. Ang pag-optimize sa proseso ng paghahalo ay maaari ring makatulong upang masiguro ang pare-pareho ng sirkulasyon ng hibla at resina habang pinipigilan ang hangin na mahuli sa loob ng SMC. Ang pagbabago sa mga parameter ng proseso ng hulma upang dagdagan o bawasan ang temperatura at presyon ay maaari ring makatulong sa pag-alis ng gas sa SMC at payagan ang natrap na hangin na lumabas bago ganap na matuyo ang materyales. Sa wakas, para sa mga produkto na may mataas na demand, ang paggamit ng vacuum-assisted moulding systems ay nakakatulong nang malaki sa pagbawas ng pagkakaroon ng mga bula sa hulma.
Mahalaga ang malinaw na pagtukoy sa mga sukat na kailangang matugunan, lalo na sa mga bahagi ng SMC. Kailangan din ng mga sukat na ito na maging tumpak, dahil may iba pang mga sangkap na dapat tumama sa bahagi na ginagawa. Karaniwang dulot ng pagsusuot ng hulma, pagbabago sa temperatura ng pagkakatuyo, o pagkakaiba sa kapal ng materyal ang hindi tumpak na mga sukat. Maaari itong magdulot ng mga problema sa panahon ng pag-aasemble at dagdagan ang kabuuang basura sa produksyon sa mga industriya tulad ng paggawa ng kagamitang elektrikal at elektroniko o mga proyektong imprastruktura.
Iwasan ang mga pagkakaiba sa produksyon. Upang mapanatili ang target na mga espesipikasyon, madalas na suriin at i-calibrate ang mga hulma, tinitiyak na nananatiling buo ang mga kontrol na bearings. Bantayan at regulahin ang temperatura ng pagkakatuyo upang mapanatili ang maliit na pagbabago dahil ang mga pagbabago ay maaaring magdulot ng di-maasahang pag-urong. Tiyakin ang pare-parehong sukat sa pamamagitan ng paggamit ng yunit ng pagsukat upang matiyak ang uniformidad ng bawat layer. Dapat isagawa at irekord ang pagsusuri sa produkto pagkatapos ng pagmomold gamit ang tiyak na nakakalibrang sukatan upang ma-monitor at maayos ang anumang hindi pagkakatugma.
Sa pagpoproseso ng SMC, ang mga sentro ng lakas at katatagan ay nakatuon sa pamamahagi ng fiber. Ang mahinang pamamahagi ay dulot ng hindi pare-parehong pagsisidlan ng mga fiber sa sobrang halo, o mula sa hindi tamang daloy ng fiber sa paggawa ng hulma. Nagdudulot ito ng lumalaking alalahanin tungkol sa mga depekto sa produkto at kritikal na aplikasyon ng produkto sa mga lugar na nangangailangan ng lakas at tibay tulad ng mga bahagi ng sasakyan o kagamitan sa palakasan at libangan.
Ang tamang integrasyon ng hibla ay dapat nakatuon sa pagkamit ng kumpletong optimisasyon ng hakbang sa paghahalo. Ang paggamit ng mga yunit ng paghahalo ay dapat na proporsyonal sa dami ng bacth habang pinipili mula sa mga yunit ng processor na idinisenyo upang minimisahan ang sobrang paghahalo. Ang ilan sa mga pagbabago sa disenyo ng mga mold ay dapat para mapabuti ang daloy ng mga materyales, at isasama ang balanseng gating at mga arranggamento ng flow channel. Ang distribusyong molding sa loob ng cavity ng konstruksyon, ang kontrol sa presyon ng mold, at ang bilis ng daloy ay dapat gamitin upang makamit ang ninanais na integrasyon ng hibla. Kitang-kita na ang balanse ng chopped strand fiber na may magandang dispersion at mas mataas na kalidad ay dapat gamitin upang makamit ang ninanais na produkto.
Ang hindi natapos na pagpapatigas ay nagdudulot ng pinsala sa mga istraktura at bahagi, pati na rin sa kanilang lakas. Ang hindi natapos na pagpapatigas ay karaniwang dahil sa hindi tamang pagsunod sa mga alituntunin at pamamaraan para sa temperatura ng pagpapatigas at oras ng pagsasara, o ang mga materyales na ginamit ay hindi maayos na nai-optimize. Upang matapos ang pagpapatigas, ang mga kondisyon na gagamitin ay dapat na angkop sa partikular na uri ng SMC na ginamit. Dapat mailabas ng lahat ng mga mold ang kinakailangang temperatura, at mapanatili ito sa buong proseso ng pagpapatigas. Kung ang mga bahagi ay makapal o kumplikado, dapat dagdagan ang oras ng pagsasara. Dapat lamang gamitin ang mga materyales na SMC na maayos na nakaseko at naimbak, upang maiwasan ang pagkasira ng komposisyon, kasama ang epektibong mga ahente sa pagpapatigas.
Dapat ipasailalim ang mga bahagi na nasa proseso sa random na pagsusuri upang masuri ang iba pang katangian na nagpapahiwatig na natapos na ang pagkakatuyo, at hindi ang mga katangiang ginagamit para sa aplikasyon. Halimbawa, dapat isagawa ang pagsusuri hanggang mabigo sa maliit na bahagi, gayundin ang pagsukat sa lakas laban sa paghila upang matiyak na ito ay ang kinakailangang halaga.