 Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.
Bangun produk yang lebih kuat dan kompetitif dengan nilai yang kami tawarkan.

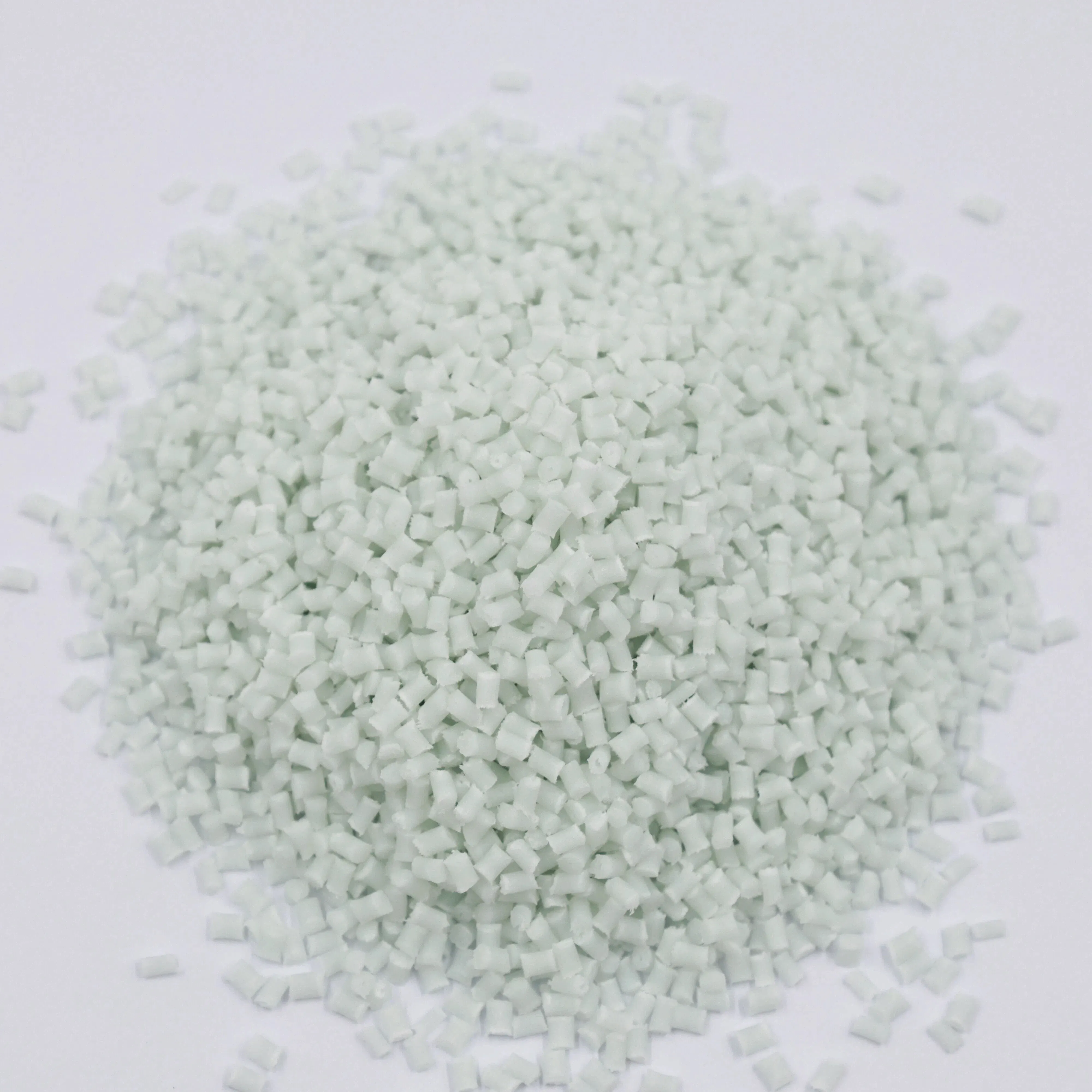
Pencetakan SMC telah menjadi proses yang populer dalam pembuatan komponen komposit ringan dengan kekuatan tinggi, digunakan di berbagai industri seperti dirgantara, transportasi, bahan bangunan, dan konstruksi hemat energi. Proses ini memiliki efisiensi dan kualitas produk yang tinggi, namun proses pencetakan SMC menghadapi beberapa tantangan produksi.
Kontaminasi cetakan adalah masalah umum yang menurunkan kualitas permukaan produk. Sisa-sisa dari pencetakan sebelumnya, resin yang tidak sepenuhnya mengeras, atau kotoran dari luar dapat menempel pada permukaan cetakan dan menyebabkan cacat permukaan, termasuk tetapi tidak terbatas pada, noda permukaan, serta tekstur permukaan yang tidak rata atau tidak konsisten.
Pembersihan cetakan secara rutin dan menyeluruh sangat penting. Harus digunakan bahan pembersih yang kompatibel dengan material SMC untuk menghilangkan sisa residu pada permukaan cetakan tanpa merusaknya. Oleskan konstruksi cetakan berkualitas untuk membentuk agen pelepas yang menciptakan lapisan pelindung, yang dapat digunakan untuk menutupi cetakan agar mempermudah pembersihan. Pembersihan yang lebih sering dapat dijadwalkan untuk mendeteksi kontaminasi lebih dini serta mencegah penumpukan.

Gelembung merupakan cacat umum lainnya yang memengaruhi penampilan keseluruhan dan integritas struktural produk jadi, serta sering muncul dalam proses cetak SMC. Sebagian besar gelembung disebabkan oleh kelembapan dalam bahan baku, pencampuran senyawa SMC yang kurang baik, atau udara yang terperangkap dalam cetakan. Dalam aplikasi kritis seperti suku cadang aerospace atau peralatan pengolahan kimia, gelembung dapat sangat mengurangi kekuatan dan menyebabkan kegagalan yang parah.
Solusi dimulai dengan penanganan bahan baku yang tepat. Simpan bahan SMC di lingkungan yang bersih dan kering, sebaiknya dengan mengeringkan terlebih dahulu untuk menghilangkan kelembapan. Mengoptimalkan proses pencampuran juga dapat membantu memastikan sirkulasi serat dan resin yang merata serta meminimalkan terperangkapnya udara dalam SMC. Mengubah parameter pemrosesan cetakan untuk meningkatkan atau menurunkan suhu dan tekanan juga dapat membantu dalam proses de-gassing SMC dan memungkinkan udara terperangkap keluar sebelum material sepenuhnya mengeras. Terakhir, untuk produk-produk dengan permintaan tinggi, penerapan sistem cetak bantu vakum sangat membantu dalam mengurangi kejadian gelembung pada cetakan.
Menyatakan secara jelas dimensi yang harus dipenuhi sangat penting, terutama untuk komponen SMC. Dimensi ini juga harus tepat, karena komponen lain harus dapat pas dengan bagian yang dibuat. Dimensi yang tidak akurat umumnya disebabkan oleh keausan cetakan, fluktuasi suhu pemanasan, atau perbedaan ketebalan material. Hal ini dapat dengan mudah menyebabkan masalah selama perakitan serta meningkatkan limbah produksi secara keseluruhan di industri seperti manufaktur elektrikal dan elektronik atau proyek infrastruktur.
Hindari ketidaksesuaian produksi. Untuk mempertahankan spesifikasi target, lakukan penilaian dan kalibrasi cetakan secara berkala, pastikan bantalan pengendali tetap utuh. Pantau dan atur suhu pemanasan dengan menjaga fluktuasi yang sempit karena perubahan suhu dapat menyebabkan penyusutan yang tidak dapat diprediksi. Pastikan dosis material konsisten dengan menerapkan satuan ukur guna menjamin keseragaman lapisan. Evaluasi produk setelah pencetakan harus dilakukan dan didokumentasikan menggunakan metrik terkalibrasi khusus untuk mendeteksi dan memperbaiki penyimpangan.
Dalam pengolahan SMC, titik-titik fokus kekuatan dan ketahanan terletak pada distribusi serat. Melemahnya distribusi disebabkan oleh konsolidasi serat yang tidak merata dalam campuran berlebih, atau aliran serat yang tidak tepat selama pembentukan cetakan. Hal ini menimbulkan kekhawatiran meningkatnya produk yang tidak sempurna serta penerapan zonal kritis pada produk dalam aspek beban dan kekuatan, seperti elemen transportasi atau peralatan olahraga dan rekreasi.
Integrasi serat yang benar harus difokuskan pada pencapaian optimasi penuh pada tahap pencampuran. Penggunaan unit pencampur harus sebanding dengan volume batch, sambil memilih dari unit prosesor yang dirancang untuk meminimalkan overmixing. Beberapa penyesuaian desain terhadap cetakan harus dilakukan untuk meningkatkan aliran bahan, termasuk pengaturan gating dan saluran aliran yang seimbang. Pencetakan distributif di dalam rongga konstruksi, pengendalian tekanan cetakan, serta laju aliran harus digunakan untuk mencapai integrasi serat yang diinginkan. Secara nyata, keseimbangan antara serat strand chop dengan dispersi yang baik dan kualitas lebih tinggi harus digunakan untuk menghasilkan produk yang diinginkan.
Pengawetan yang tidak selesai menyebabkan kerusakan pada struktur dan komponen, serta memengaruhi kekuatannya. Pengawetan yang tidak selesai biasanya terjadi karena aturan dan prosedur mengenai suhu pengawetan dan waktu penutupan tidak diikuti dengan benar, atau bahan yang digunakan belum dioptimalkan. Untuk menyelesaikan proses pengawetan, kondisi yang digunakan harus sesuai dengan jenis SMC yang digunakan. Semua cetakan harus mampu tidak hanya mencapai suhu yang dibutuhkan, tetapi juga mempertahankannya selama siklus pengawetan. Jika komponen tebal atau rumit, waktu penutupan harus diperpanjang. Hanya bahan SMC yang telah disegel dan disimpan dengan benar untuk mencegah degradasi formulasi yang boleh digunakan, serta agen pengawet yang efektif.
Bagian yang sedang dalam proses harus dikenai pengujian verifikasi acak untuk menilai sifat-sifat lain yang menunjukkan bahwa pemanasan sudah selesai, dan bukan sifat-sifat yang digunakan untuk aplikasi. Sebagai contoh, pengujian hingga kegagalan pada penampang kecil harus dilakukan, serta pengukuran kekuatan tarik untuk memastikan nilainya sesuai yang dipersyaratkan.