 Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.
Создайте более прочный и конкурентоспособный продукт с нашей помощью.

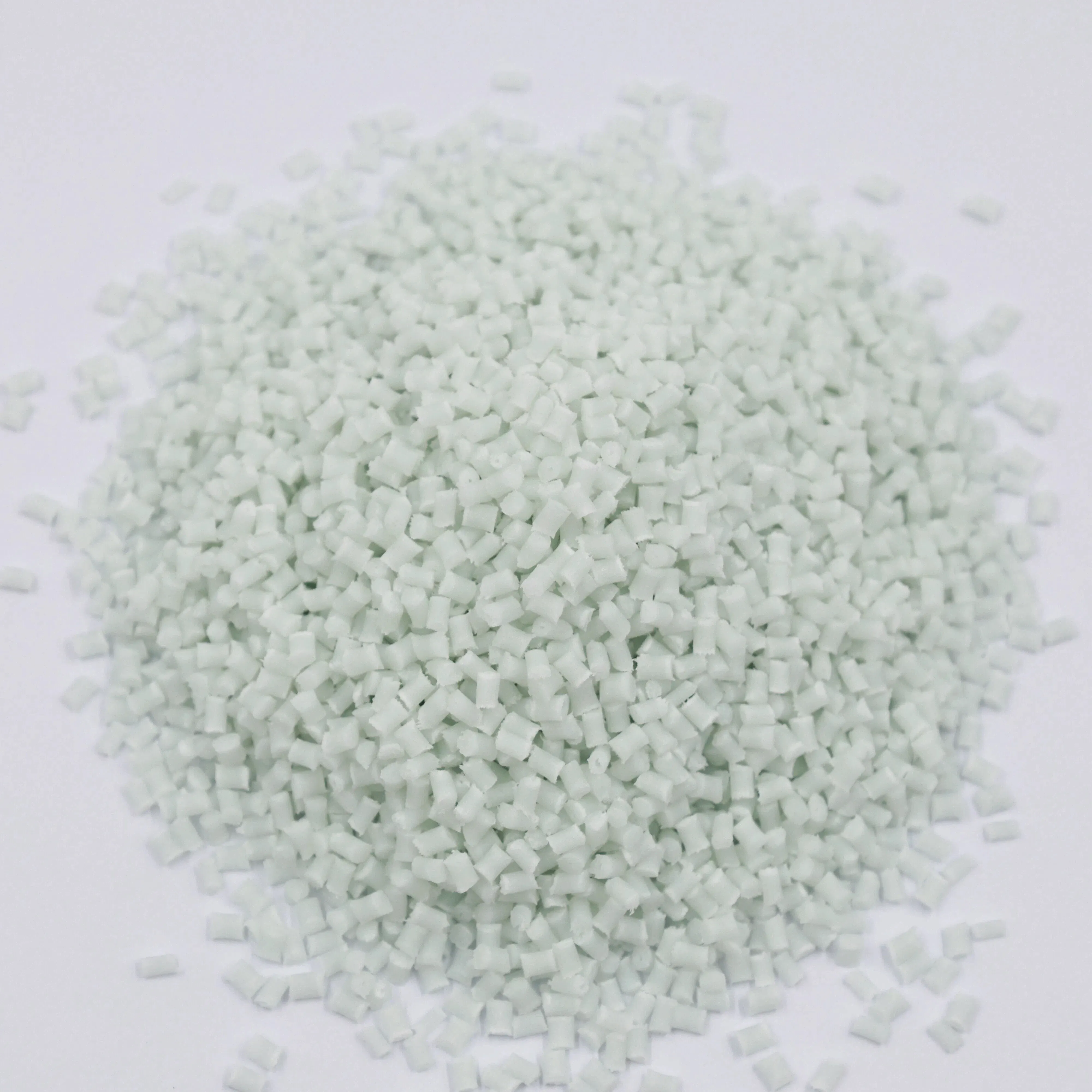
Формовка SMC стала популярным процессом при производстве легких композитных деталей с высокой прочностью, которые используются в аэрокосмической, транспортной промышленности, строительных материалах и энергосберегающем строительстве. Процесс отличается высокой эффективностью и качеством продукции, однако при формовке SMC могут возникать определенные производственные трудности.
Загрязнение формы — это распространенная проблема, которая снижает качество поверхностей изделия. Остатки предыдущей формовки, неотвержденная смола или посторонние загрязнения могут прилипать к поверхности формы и вызывать дефекты поверхности, включая, помимо прочего, поверхностные пятна и неравномерную или неоднородную текстуру поверхности.
Регулярная и тщательная очистка формы имеет жизненно важное значение. Для безопасного удаления остатков с поверхности формы без её повреждения необходимо использовать чистящие средства, совместимые с материалом SMC. Рекомендуется наносить качественный состав для форм, выступающий в роли разделительного агента, создающего защитный слой, который может использоваться для покрытия формы с целью упрощения очистки. Более частую очистку можно запланировать для более раннего обнаружения загрязнений, а также для предотвращения их накопления.

Пузыри — ещё один распространённый дефект, влияющий на внешний вид и структурную целостность готового изделия, особенно заметный при формовке SMC. Появление большинства пузырей связано с наличием влаги в сырье, плохим перемешиванием компонентов SMC или попаданием воздуха в форму. В критически важных областях применения, таких как детали для авиакосмической промышленности или оборудование для химической переработки, пузыри могут значительно снижать прочность и приводить к катастрофическим поломкам.
Решение начинается с правильной обработки сырья. Храните материалы SMC в чистом, сухом месте, предварительно высушивая их для удаления влаги. Оптимизация процесса смешивания также способствует обеспечению равномерного распределения волокна и смолы, ограничивая при этом попадание воздуха в SMC. Изменение параметров обработки формы для повышения или снижения температуры и давления также помогает в дегазации SMC и позволяет захваченному воздуху выйти до полного отверждения материала. Наконец, для изделий с высокими требованиями применение вакуумных формовочных систем значительно снижает вероятность появления пузырей при литье.
Четкое указание размеров, которым необходимо соответствовать, имеет особое значение, особенно для деталей из пресс-массы (SMC). Эти размеры также должны быть точными, поскольку к данной детали должны плотно прилегать другие компоненты. Наиболее частыми причинами неточных размеров являются износ формы, колебания температуры вулканизации или различия в толщине материала. Это может легко привести к проблемам при сборке, а также увеличить общий объем производственных отходов в таких отраслях, как электротехническое и электронное производство или инфраструктурные проекты.
Избегайте расхождений в производстве. Для соблюдения целевых характеристик регулярно проверяйте и калибруйте формы, обеспечивая сохранность опорных элементов. Контролируйте и поддерживайте температуру вулканизации с минимальными колебаниями, поскольку изменения могут привести к непредсказуемой усадке. Обеспечьте равномерную дозировку, применяя единицы измерения для достижения однородности слоев. Оценки готовой продукции после формования следует проводить и документировать с использованием специальных откалиброванных показателей для выявления и устранения отклонений.
При обработке SMC ключевыми факторами прочности и долговечности являются характер распределения волокна. Слабое распределение возникает из-за неравномерной консолидации волокон при чрезмерном смешивании или из-за неправильного потока волокна при формировании пресс-формы. Это вызывает растущую озабоченность по поводу получения несовершенных изделий и критических зон применения продукта в условиях нагрузки и прочности, таких как элементы транспорта или спортивные и развлекательные принадлежности.
Правильная интеграция волокна должна быть направлена на достижение полной оптимизации этапа смешивания. Использование смесительных установок должно быть соразмерно объему партии при выборе из числа процессоров, предназначенных для минимизации чрезмерного смешивания. Некоторые конструктивные изменения форм должны способствовать улучшению потока материалов; следует применять сбалансированные системы литниковых каналов и распределения потока. Для достижения желаемой интеграции волокон необходимо использовать дистрибутивное формование в полости конструкции, контроль давления пресс-формы и скорости потока. Визуально необходимо обеспечить баланс рубленого стренга с хорошим распределением и более высоким качеством для получения требуемого продукта.
Недостаточная полимеризация приводит к повреждению конструкций и деталей, а также снижает их прочность. Как правило, это происходит из-за несоблюдения правил и процедур по температуре отверждения и времени замыкания пресс-формы либо из-за использования неоптимизированных материалов. Для завершения процесса отверждения необходимо соблюдать условия, соответствующие конкретному типу используемого SMC. Все пресс-формы должны не только достигать требуемой температуры, но и поддерживать её на протяжении всего цикла отверждения. Если детали имеют большую толщину или сложную форму, время замыкания следует увеличить. Следует использовать только SMC-материалы, которые были правильно герметизированы и храниться в условиях, исключающих деградацию состава, а также эффективные агенты отверждения.
Детали в процессе должны подвергаться случайной проверке для оценки других свойств, указывающих на завершение отверждения, а не тех свойств, которые используются для применения. Например, следует проводить испытания на разрушение по минимальному поперечному сечению, а также измерять прочность при растяжении, чтобы убедиться в достижении требуемого значения.