 Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.
Byg et stærkere, mere konkurrencedygtigt produkt med vores værdi.

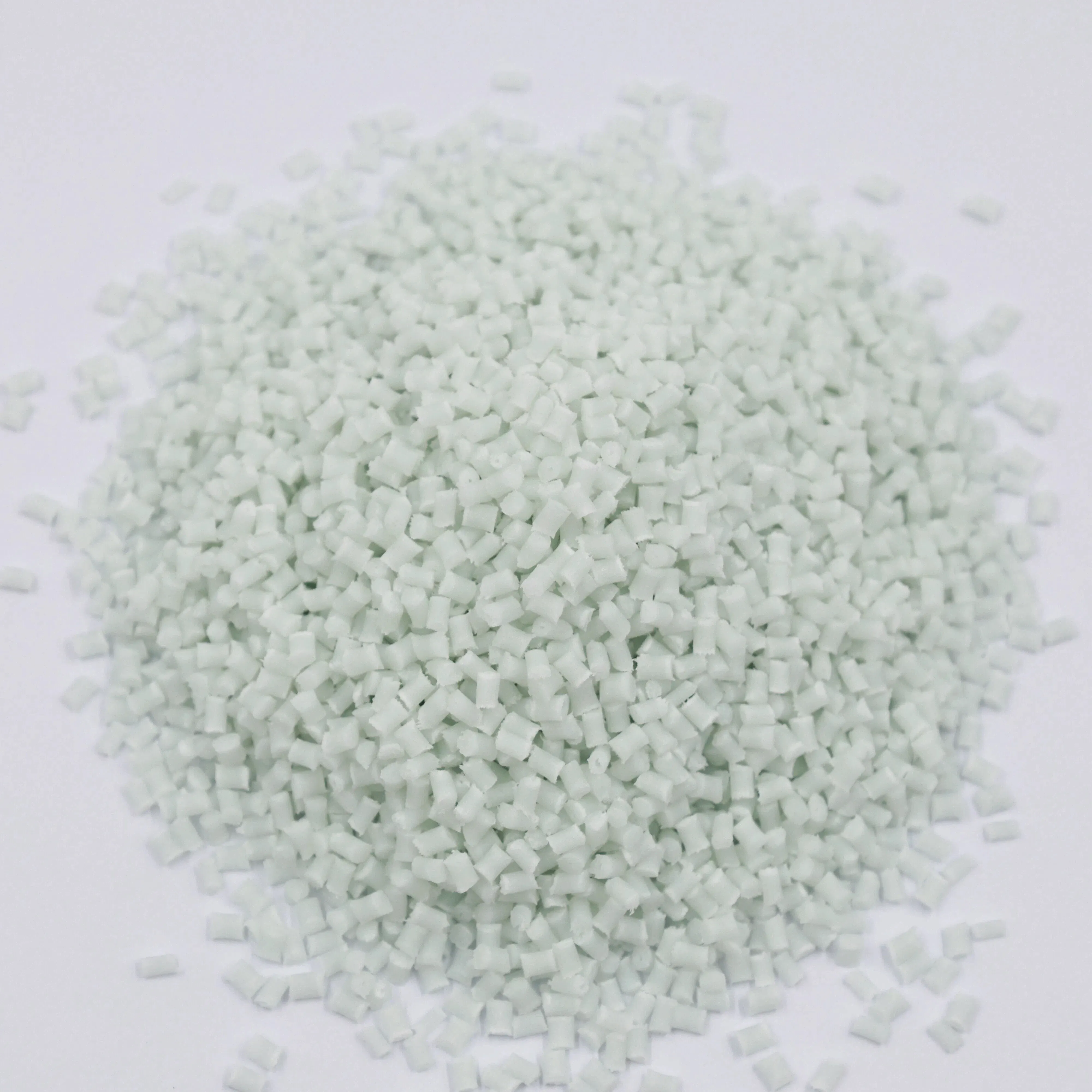
SMC-formning er blevet en populær proces i fremstillingen af letvægts, højstyrke kompositdele, med anvendelser inden for luftfart, transport, byggematerialer og energibesparende konstruktioner. Processen har stor efficiens og produktkvalitet, men SMC-formningsprocessen står dog over for nogle produktionsudfordringer.
Formforurening er et almindeligt problem, der nedsætter kvaliteten af produktets overflader. Restprodukter fra tidligere formning, uhærdet harpiks eller ydre fremmedlegemer kan fastholde sig på formens overflade og forårsage overfladefejl, herunder, men ikke begrænset til, overfladedefekter og ujævn eller inkonsistent overfladetekstur.
Rutinemæssig, grundig rengøring af formen er afgørende. Der skal anvendes rengøringsmidler, der er kompatible med SMC-materiale, for sikkert at fjerne rester, der opbygges på formens overflade, uden at beskadige formen. Anvendelse af kvalitetsformkonstrukt som frigøringsmiddel skaber et beskyttende lag, der kan bruges til at forsegle formen og gøre rengøring nemmere. Mere hyppig rengøring kan planlægges for tidligere at opdage forurening og forhindre akkumulering.

Bobler er en anden almindelig defekt, der påvirker det samlede udseende og strukturelle integritet af det færdige produkt, og er især udbredt ved SMC-formning. De fleste bobler skyldes fugt i råmaterialerne, dårlig blanding af SMC-forbindelser eller luft, der er fanget i formen. I kritiske anvendelser såsom flydelinger eller udstyr til kemisk proces, kan bobler markant nedsætte styrken og føre til katastrofale fejl.
Løsningen starter med korrekt håndtering af råmaterialer. Opbevar SMC-materialer i et rent, tørt miljø og tør dem ideelt set forud for at fjerne fugt. Optimering af blandeprocessen kan også hjælpe med at sikre en ensartet fibere- og harpikscirkulation, samtidig med at der begrænses luftindeslutning i SMC-massen. Ændring af formprocessens parametre for at øge eller reducere temperatur og tryk kan ligeledes hjælpe med at fjerne luft (de-gassing) fra SMC og tillade, at indespærret luft kan undslippe, før materialet fuldt ud er hærdet. Endelig kan anvendelsen af vakuumassisterede formningsystemer ved produkter med høje krav markant reducere forekomsten af bobler i formstøbningen.
Det er meget vigtigt at tydeligt angive de nødvendige mål, især ved SMC-dele. Disse mål skal også være præcise, da andre komponenter skal passe til den pågældende del. Upræcise mål skyldes oftest formslidage, udsving i hærde temperatur eller forskelle i materialetykkelse. Dette kan nemt føre til problemer under samling samt øge den samlede produktionsaffald i industrier som elektrisk og elektronisk produktion eller infrastrukturprojekter.
Undgå produktionsafvigelser. For at opretholde de ønskede specifikationer, bør former regelmæssigt inspiceres og kalibreres for at sikre, at kontrollager forbliver intakte. Overvåg og reguler hærde temperaturen, og hold svingninger inden for snævre grænser, da ændringer kan resultere i uforudsigelig krympning. Sikr en ensartet dosering ved anvendelse af enhedsmål for at opnå jævn lagtykkelse. Efterformnings evalueringer bør udføres og dokumenteres ved hjælp af specifikke kalibrerede mål for at registrere og rette fejl.
Ved bearbejdning af SMC er fokuspunkterne styrke og holdbarhed i forbindelse med fiberspredningen. Svækket spredning skyldes ujævn konsolidering af fibre i overblandingen eller ukorrekt fiberflow under opbygningen af formen. Dette resulterer i stigende bekymring over uegnede produkter og kritiske zonale anvendelser af produktet ved belastning og styrke, såsom transportelementer eller sport- og fritidsudstyr.
Den korrekte integration af fiberen bør sigte mod fuld optimering af blandingstrinnet. Brugen af blandeanheder bør være proportionel i forhold til batchens volumen, samtidig med at der vælges mellem processoranordninger, der er designet til at minimere overblanding. Nogle af de konstruktionsmæssige justeringer af formerne bør forbedre materialernes gennemstrømning; herunder bør afbalancerede gates og strømningskanaler indgå. Distribuerende formning i konstruktionshulrummet, kontrol med formtryk og strømningshastighed bør anvendes for at opnå den ønskede fiberintegration. Synligt bør der anvendes en afbalanceret mængde chopped strand-fiber med god dispersion og af højere kvalitet for at opnå det ønskede produkt.
Ufuldstændig hærdning fører til skader på konstruktioner og dele, samt påvirker deres styrke. Ufuldstændig hærdning skyldes typisk, at reglerne og procedurerne for hærdningstemperatur og lukketid ikke er blevet fulgt korrekt, eller at de anvendte materialer ikke er blevet optimeret. For at fuldføre hærdningen, skal betingelserne være tilpasset den specifikke type SMC, der anvendes. Alle former skal ikke blot kunne opnå den krævede temperatur, men også vedligeholde denne gennem hele hærdningscyklussen. Hvis delene er tykke eller komplicerede, bør lukketiden forlænges. Der bør kun anvendes SMC-materialer, der er korrekt forseglet og opbevaret for at undgå nedbrydning af sammensætningen, samt effektive hærdeagenter.
Dele, der er i proces, skal underkastes tilfældige verifikationstests for at vurdere andre egenskaber, der indikerer, at hærdningen kan være afsluttet, og ikke de egenskaber, der anvendes til anvendelsen. For eksempel bør test til brud for den mindre tværsnitsareal udføres, ligesom trækstyrken bør måles for at sikre, at den har den krævede værdi.