 Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.
Construa um produto mais forte e competitivo com o nosso valor.

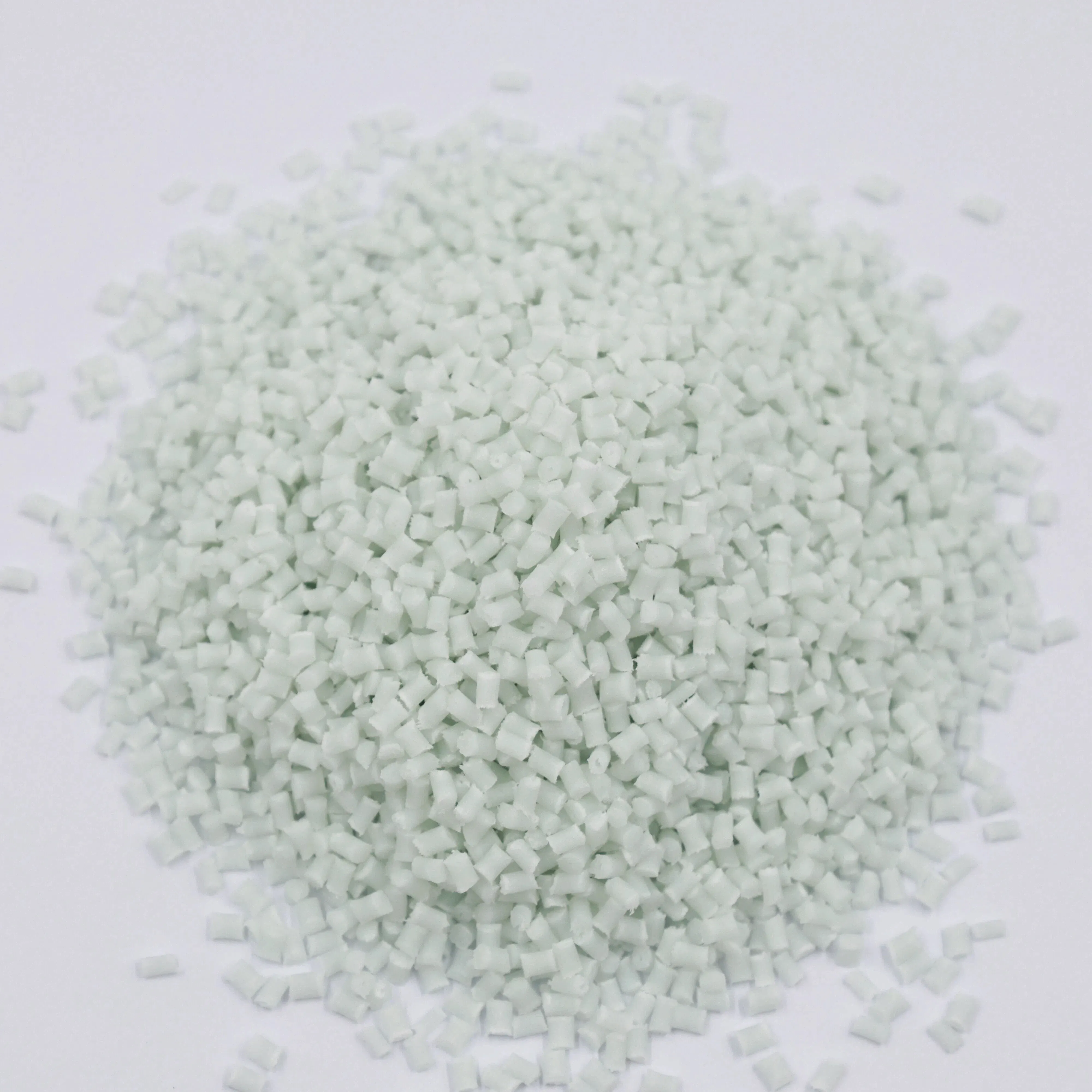
A moldagem SMC tornou-se um processo popular na fabricação de peças compostas leves e de alta resistência, com aplicações nas indústrias aeroespacial, de transporte, de materiais de construção e de construção com economia de energia. O processo apresenta grande eficiência e qualidade do produto, mas o processo de moldagem SMC enfrenta alguns desafios na produção.
A contaminação do molde é um problema comum que reduz a qualidade das superfícies do produto. Resíduos de moldagens anteriores, resina não curada ou detritos externos podem aderir à superfície do molde e causar defeitos superficiais, incluindo, mas não se limitando a, imperfeições na superfície e texturas superficiais irregulares ou inconsistentes.
A limpeza rotineira e minuciosa do molde é essencial. Devem ser utilizados agentes de limpeza compatíveis com o material SMC para remover com segurança os resíduos acumulados na superfície do molde sem danificá-lo. A aplicação de um revestimento de qualidade no molde forma um agente desmoldante que cria uma camada protetora, podendo ser usada para envolver o molde e facilitar a limpeza. Limpezas mais frequentes podem ser programadas para detectar contaminação precocemente e também prevenir acúmulos.

As bolhas são outro defeito comum que afeta a aparência geral e a integridade estrutural do produto acabado, sendo especialmente evidentes na moldagem SMC. A maioria das bolhas é atribuída à umidade presente nas matérias-primas, má mistura dos compostos SMC ou ao ar aprisionado no molde. Em aplicações críticas, como peças aeroespaciais ou equipamentos para processamento químico, as bolhas podem reduzir significativamente a resistência e levar a falhas catastróficas.
A solução começa com o manuseio adequado das matérias-primas. Armazene os materiais SMC em um ambiente limpo e seco, idealmente pré-secando os materiais para eliminá-los da umidade. A otimização do processo de mistura também pode auxiliar na garantia de uma circulação uniforme de fibra e resina, limitando ao máximo a entrada de ar no SMC. A alteração dos parâmetros de processamento do molde para aumentar ou reduzir temperatura e pressão também pode ajudar na desgaseificação do SMC, permitindo que o ar aprisionado escape antes que o material complete a cura. Por fim, para produtos de alta exigência, a aplicação de sistemas de moldagem com assistência a vácuo ajuda a reduzir significativamente a incidência de bolhas na moldagem.
Especificar claramente as dimensões que precisam ser atendidas é muito importante, especialmente com peças SMC. Essas dimensões também precisam ser precisas, já que outros componentes devem se encaixar na peça produzida. Dimensões imprecisas são geralmente atribuídas ao desgaste da moldagem, flutuações na temperatura de cura ou diferenças na espessura do material. Isso pode facilmente levar a problemas durante a montagem, além de aumentar o desperdício geral de produção em indústrias como a fabricação de eletrônicos e projetos de infraestrutura.
Evite discrepâncias na produção. Para manter as especificações alvo, avalie e calibre frequentemente as moldes, garantindo que os mancais de controle permaneçam intactos. Monitore e regule a temperatura de cura, mantendo flutuações mínimas, pois alterações podem resultar em retração imprevisível. Garanta medição consistente ao aplicar unidades de medida, assegurando uniformidade das camadas. Avaliações pós-moldagem dos produtos devem ser realizadas e documentadas usando métricas calibradas específicas para identificar e corrigir eventuais desvios.
No processamento de SMC, os pontos focais de resistência e durabilidade estão na distribuição da fibra. A distribuição enfraquecida é resultado da consolidação irregular das fibras na supermistura, ou do fluxo inadequado da fibra na construção do molde. Isso resulta em crescente preocupação com produtos imperfeitos e aplicações zonais críticas do produto em cargas e resistência, como elementos de transporte ou equipamentos esportivos e de lazer.
A integração correta da fibra deve ser orientada para alcançar a otimização completa da etapa de mistura. O uso de unidades de mistura deve ser proporcional ao volume do lote, escolhendo-se unidades de processamento projetadas para minimizar a supermistura. Alguns dos ajustes de projeto para os moldes devem melhorar o fluxo dos materiais, devendo ser incorporadas configurações equilibradas de portas de injeção e canais de fluxo. A moldagem distributiva na cavidade de construção, o controle da pressão do molde e a taxa de fluxo devem ser utilizados para obter a integração desejada da fibra. Visualmente, deve-se utilizar um equilíbrio de fibra em fios curtos com boa dispersão e de alta qualidade para obter o produto desejado.
A cura incompleta leva a danos nas estruturas e peças, além de afetar sua resistência. A cura incompleta geralmente ocorre porque as regras e procedimentos relativos à temperatura de cura e tempo de fechamento não são seguidos corretamente, ou porque os materiais utilizados não foram otimizados. Para completar a cura, as condições empregadas devem ser adequadas ao tipo específico de SMC utilizado. Todos os moldes devem ser capazes não apenas de atingir a temperatura requerida, mas também de mantê-la durante todo o ciclo de cura. Se as peças forem espessas ou complexas, o tempo de fechamento deve ser aumentado. Devem ser utilizados apenas materiais SMC devidamente selados e armazenados, para evitar a degradação da formulação, bem como agentes de cura eficazes.
As peças em processo devem ser submetidas a testes de verificação aleatória para avaliar outras propriedades que indiquem que a cura pode ter terminado, e não as propriedades utilizadas para a aplicação. Por exemplo, deve-se realizar testes até a falha na seção transversal menor, bem como medir a resistência à tração para garantir que esteja no valor exigido.