 Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.
Kurkite geresnį, konkurencingesnį produktą kartu su mūsų verte.

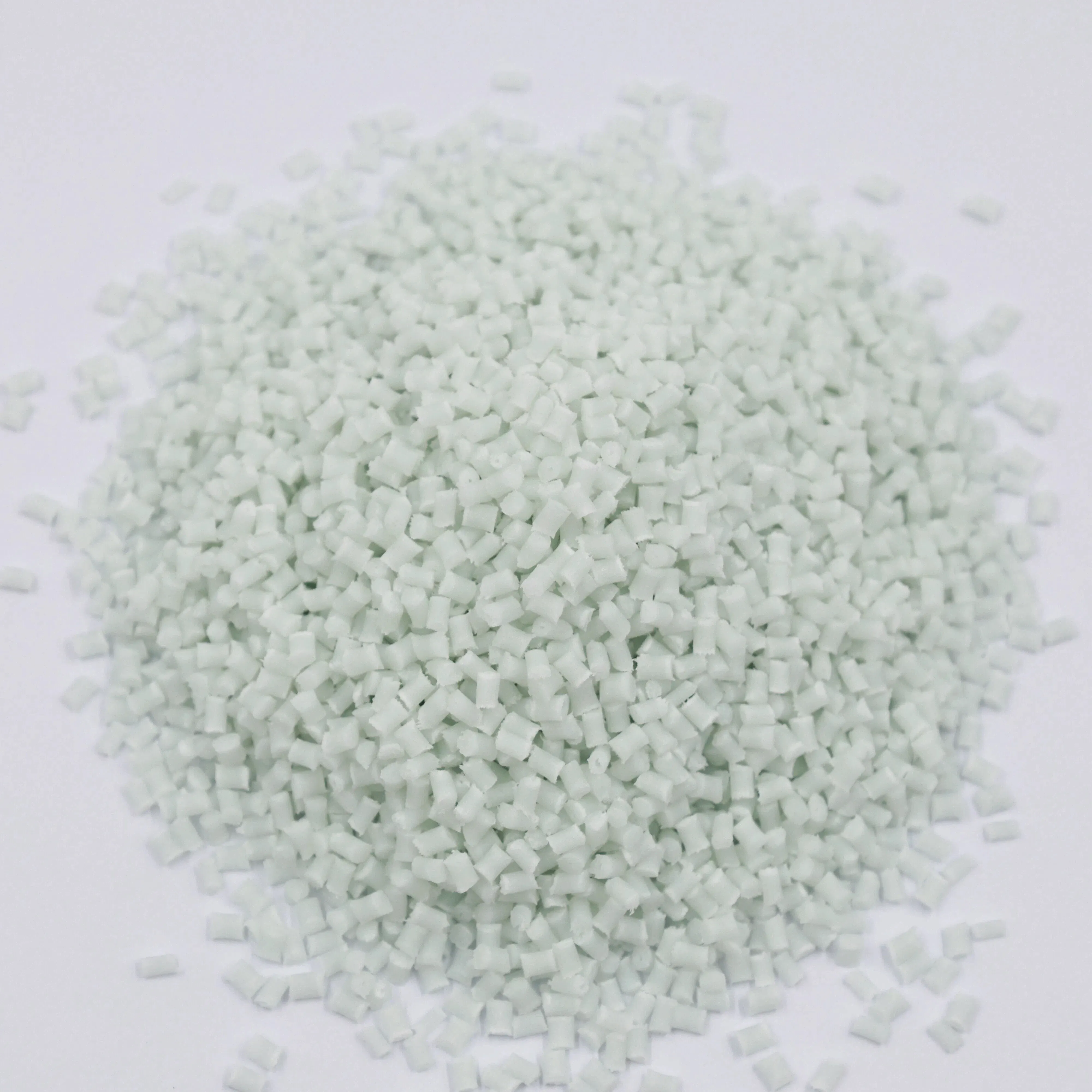
SMC formavimas tapo populiaru gamyboje lengvų, didelės stiprybės kompozitinių detalių, naudojamų aviacijos, transporto, statybinių medžiagų ir energiją taupančios statybos pramonėje. Šis procesas pasižymi dideliu efektyvumu ir produkto kokybe, tačiau SMC formavimo procese kyla tam tikrų gamybos iššūkių.
Formos užterštumas yra dažna problema, dėl kurios sumažėja produkto paviršiaus kokybė. Ankstesnio formavimo likučiai, neišvirtęs dervos likutis ar išoriniai šiukšlių dalelės gali prilipę prie formos paviršiaus sukelti paviršiaus defektus, įskaitant, bet neapsiribojant, matomaisiais trūkumais bei nelygiu ar nevienodu paviršiaus tekstu.
Reguliarios, išsamios formos valymo procedūros yra būtinos. Turi būti naudojami SMC medžiagai suderinamais valymo priemonės, kad saugiai pašalintų nuosėdas suformuotame paviršiuje, nesugadinant formos. Rekomenduojama taikyti aukštos kokybės formos dengimą, kad suformuotų išleidimo agentą, kuris sukuria apsauginį sluoksnį ir leidžia supaprastinti valymą. Galima planuoti dažnesnį valymą, kad anksčiau aptiktų užterštumą ir išvengtų kaupimosi.

Pūslelės yra dar viena dažna defektas, kuris veikia galutinio produkto išvaizdą ir struktūrinį vientisumą bei ypač pasireiškia SMC formavime. Dauguma pūslelių atsiranda dėl drėgmės žaliavose, nepakankamai sumaišytų SMC komponentų arba į formas pačiupto oro. Kritinėse srityse, tokiuose kaip aviacijos detalės ar cheminės apdirbimo įranga, pūslelės gali žymiai sumažinti stiprumą ir sukelti katastrofišką gedimą.
Sprendimas prasideda tinkamu žaliavų tvarkymu. SMC medžiagas saugokite švarioje, sausoje aplinkoje, pageidautina iš anksto džiovinti medžiagas, kad pašalintumėte drėgmę. Mišinio maišymo proceso optimizavimas taip pat gali padėti užtikrinti vienodą pluošto ir dervos cirkuliaciją, tuo pačiu apribojant oro patekimą į SMC masę. Formos apdorojimo parametrų kaita, siekiant padidinti arba sumažinti temperatūrą ir slėgį, taip pat gali padėti atsikratyti oru SMC masėje ir leisti užstrėžusiam orui išeiti iki to, kai medžiaga pilnai suhardės. Galiausiai, aukštas reikalavimus keliantiems produktams vakuumo pagalbą teikiančios formavimo sistemos labai sumažina formavimo metu susidaromų oro burbuliukų atsiradimą.
Ypač svarbu aiškiai nurodyti matmenis, kurių reikia laikytis, ypač dirbant su SMC detalėmis. Šie matmenys taip pat turi būti tikslūs, kadangi prie jų turi priderėti kitos sudedamosios dalys. Netikslūs matmenys dažniausiai atsiranda dėl formos nusidėvėjimo, kietinimo temperatūros svyravimų ar medžiagos storio skirtumų. Tai gali lengvai sukelti problemas surinkimo metu, taip pat padidinti bendrą gamybos atliekas elektros ir elektronikos gamybos ar infrastruktūros projektuose.
Išvengti gamybos neatitikimų. Norint išlaikyti tikslines specifikacijas, reguliariai vertinkite ir kalibruokite formas, užtikrindami, kad valdymo guoliai išliktų nepažeisti. Sekite ir kontroliuokite kietinimo temperatūrą, palaikydami nedidelius svyravimus, nes pokyčiai gali sukelti nenuspėjamą susitraukimą. Užtikrinkite vientisą dozavimą taikant vienetinius matavimus, kad sluoksniai būtų vienodi. Po formavimo produktų vertinimai turėtų būti atliekami ir dokumentuojami naudojant specifinius kalibruotus matavimus, siekiant užfiksuoti ir pašalinti trūkumus.
Apdorojant SMC, svarbiausi stiprumo ir ilgaamžiškumo aspektai yra pluošto skirstyme. Silpnas skirstymas atsiranda dėl nelygaus pluošto sutankinimo per permaišą arba dėl netinkamo pluošto tekėjimo formuojant formą. Tai sukelia vis didesnį susirūpinimą dėl netobulų produktų bei kritinių zonų taikymo produkto apkrovos ir stiprumo srityse, tokiomis kaip transporto elementai ar sporto ir laisvalaikio priemonės.
Teisinga pluošto integracija turėtų būti nukreipta į pilną maišymo etapo optimizavimą. Maišymo vienetų naudojimas turi būti proporcingas partijos tūriui, renkantis iš procesorių vienetų, sukurtų siekiant sumažinti perdidelį maišymą. Kai kurie formos konstrukcijos pakeitimai turėtų pagerinti medžiagų tekėjimą, taip pat turėtų būti integruotos subalansuotos uždarymo ir tekėjimo kanalų schemos. Skirstomasis liejimas konstrukcijos ertmėje, formos slėgio valdymas ir srauto greitis turėtų būti naudojami norint pasiekti pageidautinę pluošto integraciją. Matomai turi būti naudojamas subalansuotas supjaustytos siūlų pluoštas su geru išsisklaidymu ir aukštesnės kokybės, kad būtų gautas pageidaujamas produktas.
Neužbaigta kietinimo procedūra sukelia konstrukcijų ir detalių pažeidimus bei poveikį jų stiprumui. Neužbaigtas kietinimas dažniausiai atsiranda dėl neteisingo kietinimo temperatūros ir uždarymo trukmės taisyklių bei procedūrų laikymosi arba dėl neoptimalių medžiagų. Norint sėkmingai užbaigti kietinimą, turi būti taikomos sąlygos, atitinkančios naudojamo SMC tipo ypatybes. Visi formavimo įrankiai turėtų ne tik pasiekti reikiamą temperatūrą, bet ir išlaikyti ją visą kietinimo ciklą. Jei detalės yra storoji ar sudėtingos formos, uždarymo trukmė turėtų būti padidinta. Turėtų būti naudojamos tik tinkamai užsandarintos ir tinkamai saugomos SMC medžiagos, kad būtų išvengta formulės prastėjimo, taip pat veiksmingi kietinimo agentai.
Apdorojimo metu dalis turėtų būti tikrinamos atsitiktinai, siekiant įvertinti kitas savybes, kurios rodo, kad kietinimas galėjo pasibaigti, o ne tas savybes, kurios naudojamos taikymui. Pavyzdžiui, reikėtų atlikti mažesnio skerspjūvio sugadinimo bandymą, taip pat išmatuoti temptinį stiprumą, kad būtų užtikrinta, jog jis atitinka reikalaujamą vertę.