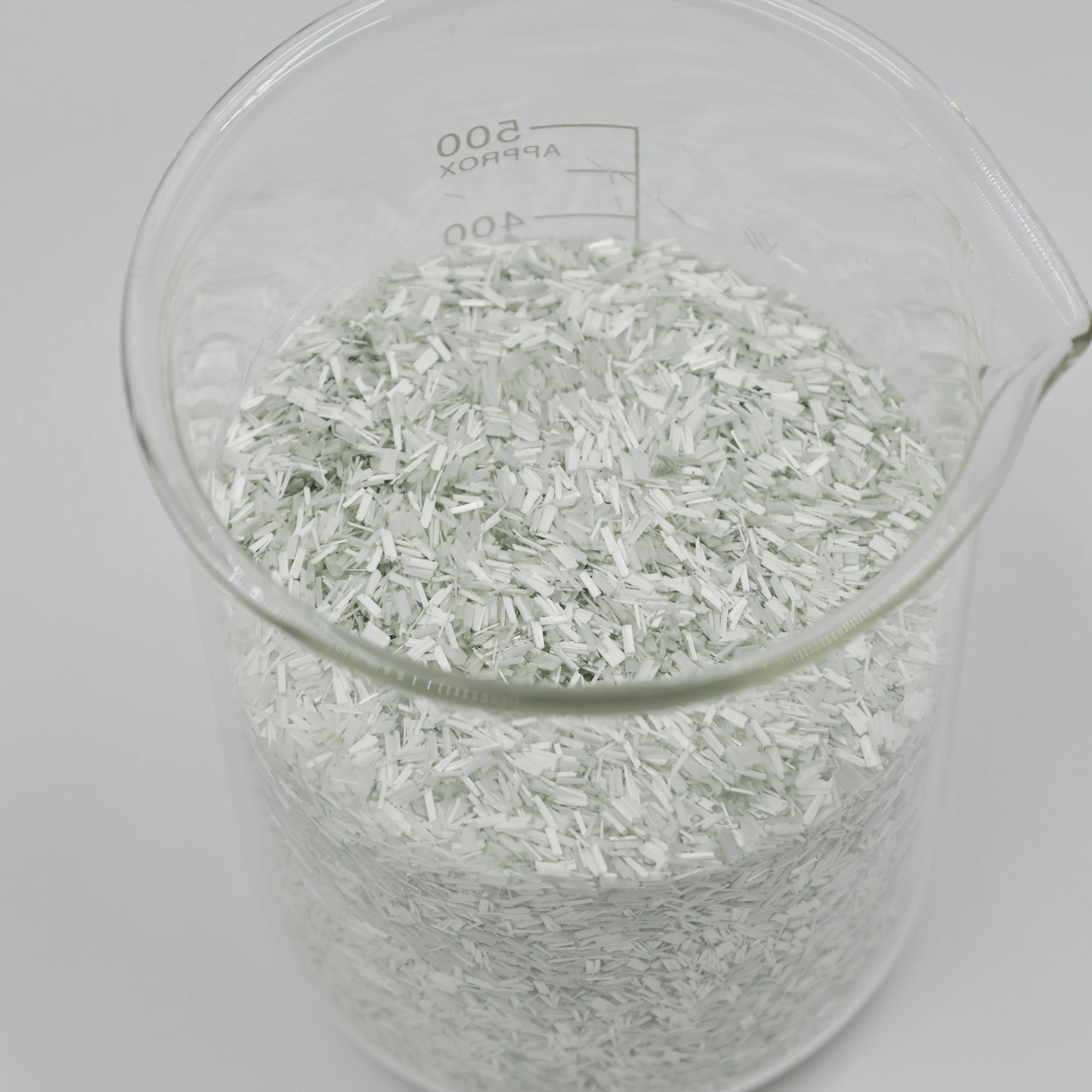
Unmatched Benefits of Food Grade Masterbatch
Food Grade Masterbatch is a specialized additive used in the production of food packaging materials, ensuring safety and compliance with food safety regulations. Our masterbatches are engineered to enhance the performance of plastics while maintaining the highest standards of quality. They are non-toxic, odorless, and free from harmful substances, making them ideal for direct contact with food products. By incorporating our Food Grade Masterbatch, manufacturers can achieve superior clarity, strength, and flexibility in their packaging solutions. Additionally, our products are designed for easy processing, allowing for seamless integration into existing production lines. With our commitment to technological innovation and quality, clients can trust that our masterbatches will meet their stringent requirements and enhance their product offerings.
Get A Quote

 Build a stronger, more competitive product with our value.
Build a stronger, more competitive product with our value.